| Product Name: | 110mm 45 Degree Elbow Electrofusion HDPE Fittings For Water Supply PN16 SDR11 PE100 | Material: | PE100 Virgin Raw Material |
|---|---|---|---|
| Standard: | EN 12201-3:2011,EN 1555-3:2010 | Application: | Gas,Water,Oil Etc |
| Specification: | OD50 63 75 90 110 160 200 250 315 400 | Port: | China Main Port |
110mm 45 degree Elbow Electrofusion HDPE Fittings for Water supply PN16 SDR11 PE100
Production Description of Electrofusion HDPE 45Degree Elbow
-Electrofusion HDPE fittings are welded by electrofusion machine to connect HDPE pipes together: After electrofusion welding machine plug in electricity and turn on, The copper wire buried inserted in electric fuse HDPE fittings are heated and make HDPE melt, Which joint HDPE pipe and fittings well.
Pin
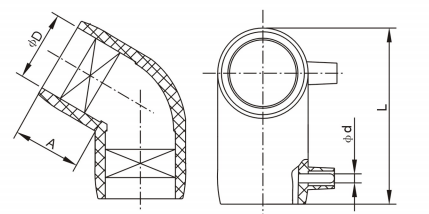
The pin provides a totally automatic methood for ensuring the correct welding parameters are used. Within each pin is a resiter. When hte electrofusion box is connected to the fitting, the pin enables it to automatically identify the correct fusion time required to make the joint. All the operator has to do is press go. Indicators The pressure created by the expanding molten plastic in the jointing area inside the fitting during the electrofusion process will force out the indicator lugs. This is a visible sign that the neccessary jointing pressure has been achieved. Moulded -in welding parameters Manual welding paarameters are moulded into the body all fitttings. Information provided includes fitings size, materail(PE80 OR PE110),applicable pipe SDRs, welding parameters, and pressure ratings for gas and water applicationgs. Barcode Quality control is central the success of fittings. The barcode provides full traceability right down to the polymer batch, the raw material from which the fititngs are manufactured for each individual fittings. The barcode also carries the welding parameters for us withe electrofusion boxes equipped with a barcode scanner. The new QR code on alll fittings illustrate full traceability on each individual fitting that reaches the consumer.| specifications φD | L mm | A mm | φdmm |
| 50×45° | 130 | 50 | 4.7 |
| 63×45° | 180 | 63 | 4.7 |
| 90×45° | 230 | 83 | 4.7 |
| 110×45° | 270 | 90 | 4.7 |
| 160×45° | 280 | 85 | 4.7 |
| 200×45° | 330 | 100 | 4.7 |
| 250×45° | 420 | 115 | 4.7 |
| 315×45° | 470 | 130 | 4.7 |
| 400×45° | 580 | 140 | 4.7 |
| 450×45° | |||
| 500×45° | |||
| 560×45° |



| TEST ITEMS | RESULT | CONCLUSION | |||
| APPEARANCE | THE INNER AND OUTER SURFACES OF THE FITTINGS SHOULD BE CLEAN,SMOOTH AND WITHOUT AIR HOLES,SHRINK PIT,OBVIOUS SCRATCHES AND OTHER SURFACE DEFECTS.PIPE FITTINGS SHOULD BE COMPLETE WITHOUT DEFECTS,GATES AND OVERFLOW SHOULD BE REMOVE | QUALIFIED | |||
| SOCKET FITTING OR ELECTRO FUSION SOCKET END | AVERAGE OD MM | / | QUALIFIED | ||
| WALL THICKNESS MM | / | QUALIFIED | |||
| OUT OF ROUNDNESS MM | / | QUALIFIED | |||
| TUBULAR LENGTH MM | / | QUALIFIED | |||
| ELECTRO FUSION FITTING BELL END | AVERAGE ID MM | MORE THAN 160 | QUALIFIED | ||
| FUSION AREA LENGTH MM | MORE THAN 20 | QUALIFIED | |||
| DEPTH OF SOCKET MM | 68-98 | QUALIFIED | |||
| OUT OF ROUNDNESS MM | LESS THAN 2.4 | QUALIFIED | |||
| ELECTRICAL PERFORMANCE OF ELECTRO FUSION FITTING | 23℃ MAX:nominal x (1+10%)+0.1Ω MIN: nominal x (1-10%) | QUALIFIED | |||
| PYYSICAL AND MECHANICAL PROPERTIES | OXIDATION INDUCTION TIME (200℃) MIN | MORE THAN 20 | QUALIFIED | ||
| HYDROSTATIC STRENGTH | 80℃/,RING STRESS 5.4Mpa, DAMAGE TIME≥165h,NO BREAK,NO LEAK | ||||
| INSPECTION CONCLUSION | THE SAMPLING PIPE FITTING IS INSPECTED ACCORDING TO THE REQUIREMENT OF CHINA STANDARD GB/T 15558.2-2005 “PART 2” PIPE OF BURIED POLYETHYLENE (PE) PIPELINE SYSTEM FOR PIPES OF GAS:”PIPE FITTING”.THE RESULTS ARE COMPLY WITH THE STANDARD’S REQUIREMENT (GB/T 15558.2-2005 “PART 2” IS SAME AS EN1555-3:2010 ) | ||||

 We can supply ISO9001-2008, BV ,SGS, CE etc certification. All kinds of products are regularly conducted pressure-tight blasting test,longitudinal shrinkage rate test, quick stress crack resistance test, tensile test and melt index test, so as to ensure the quality of products totally reach the relevant standards from raw materials to finished products.
We can supply ISO9001-2008, BV ,SGS, CE etc certification. All kinds of products are regularly conducted pressure-tight blasting test,longitudinal shrinkage rate test, quick stress crack resistance test, tensile test and melt index test, so as to ensure the quality of products totally reach the relevant standards from raw materials to finished products. 
 1.Municipal water supply, gas supply and agriculture etc. 2.Commercial & Residential water supply 3.Industrial liquids transportation 4.Sewage treatment 5. Food and chemical industry 6. Replacement of cement pipes and steel pipes 7. Argillaceous silt, mud transportation9. Garden green pipe networksIf you are interested in our products, Please contact us, Thank You
1.Municipal water supply, gas supply and agriculture etc. 2.Commercial & Residential water supply 3.Industrial liquids transportation 4.Sewage treatment 5. Food and chemical industry 6. Replacement of cement pipes and steel pipes 7. Argillaceous silt, mud transportation9. Garden green pipe networksIf you are interested in our products, Please contact us, Thank You