| Product Name: | Steel Plastic composite pipe Steel Wire Reinforced HDPE composite pipe | Application: | Gas Oil Fuel Transportation, Irrigation and water supply |
|---|---|---|---|
| Material: | 100% Virgin Material PE100 and steel wire | Standard: | CJ/T189-2007,Q/0881DHB008-2018 |
| Specification: | DN50-1000 mm | Quality Certification: | WRAS,CE,ISO,BV,SGS,Factory Test Report Etc |
| hdpe Wire mesh skeleton composite pipe | ||||||||||||
| Pressure | 0.8Mpa | 1.0Mpa | 1.25Mpa | 1.6Mpa | 2.0Mpa | 2.5Mpa | 3.0Mpa | 3.5mpa | 4.0Mpa | 5.0Mpa | 6.3Mpa | 7.0Mpa |
| Specification(mm) | Wall Thickness(mm) | |||||||||||
| 50 | 4.5 | 5.0 | 5.5 | 5.5 | 5.5 | 6.0 | 8.5 | 9.0 | 9.5 | |||
| 63 | 4.5 | 5.0 | 5.5 | 5.5 | 5.5 | 6.5 | 8.5 | 9.0 | 10.0 | |||
| 75 | 5.0 | 5.0 | 5.5 | 6.0 | 6.0 | 9.5 | 9.5 | 9.5 | 10.5 | |||
| 90 | 5.5 | 5.5 | 5.5 | 6.0 | 6.0 | 10.0 | 10.5 | 10.5 | 11.5 | |||
| 110 | 5.5 | 5.5 | 7.0 | 7.0 | 7.5 | 8.5 | 8.5 | 11.0 | 12.0 | 12.0 | 12.0 | |
| 125 | 5.5 | 5.5 | 7.5 | 8.0 | 8.5 | 9.5 | 9.5 | 11.0 | 12.0 | 12.0 | 12.0 | |
| 140 | 5.5 | 5.5 | 8.0 | 8.5 | 9.0 | 9.5 | 9.5 | 11.0 | 12.0 | 13.0 | 13.0 | |
| 160 | 6.0 | 6.0 | 9.0 | 9.5 | 10.0 | 10.5 | 10.5 | 11.0 | 12.0 | 14.0 | 14.0 | |
| 200 | 6.0 | 6.0 | 9.5 | 10.5 | 11.0 | 12.0 | 12.5 | 13.0 | 13.0 | 15.0 | 15.0 | |
| 225 | 8.0 | 8.0 | 10.0 | 10.5 | 11.0 | 12.0 | 13.0 | 13.0 | 13.0 | |||
| 250 | 8.0 | 10.5 | 10.5 | 12.0 | 12.0 | 12.5 | 14.0 | 14.0 | 14.0 | 15.0 | ||
| 280 | 9.5 | 11.0 | 11.0 | 13.0 | 13.0 | 15.0 | 15.0 | 17.0 | ||||
| 315 | 9.5 | 11.5 | 11.5 | 13.0 | 13.0 | 15.0 | 15.0 | 18.0 | ||||
| 355 | 10.0 | 12.0 | 12.0 | 14.0 | 14.0 | 17.0 | 17.0 | 19.0 | ||||
| 400 | 10.5 | 12.5 | 12.5 | 15.0 | 15.0 | 17.0 | 17.0 | |||||
| 450 | 11.5 | 13.5 | 13.5 | 16.0 | 16.0 | 18.0 | ||||||
| 500 | 12.5 | 15.5 | 15.5 | 18.0 | 18.0 | 22.0 | ||||||
| 560 | 17.0 | 20.0 | 20.0 | 22.0 | 22.0 | |||||||
| 630 | 20.0 | 23.0 | 23.0 | 26.0 | 26.0 | |||||||
| 710 | 23.0 | 26.0 | 28.0 | 30.0 | ||||||||
| 800 | 27.0 | 30.0 | 32.0 | 34.0 | ||||||||
| 900 | 29.0 | 33.5 | 35.0 | 38.0 | ||||||||
| 1000 | 34.0 | 37.0 | 40.0 | |||||||||
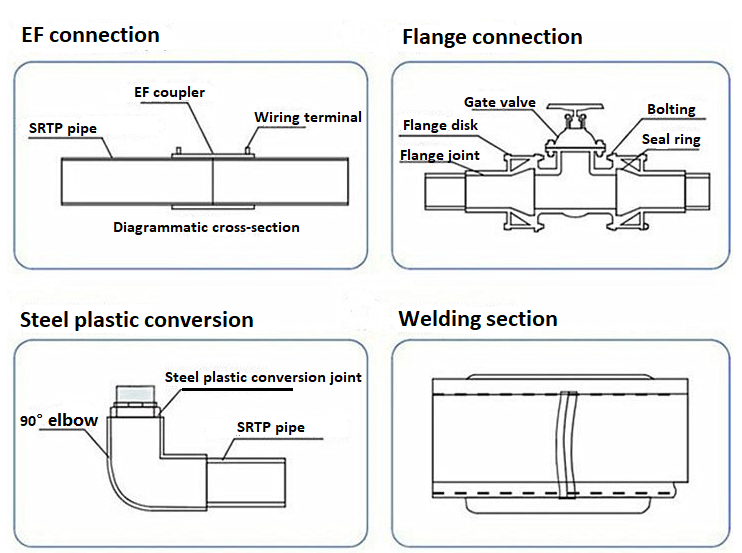
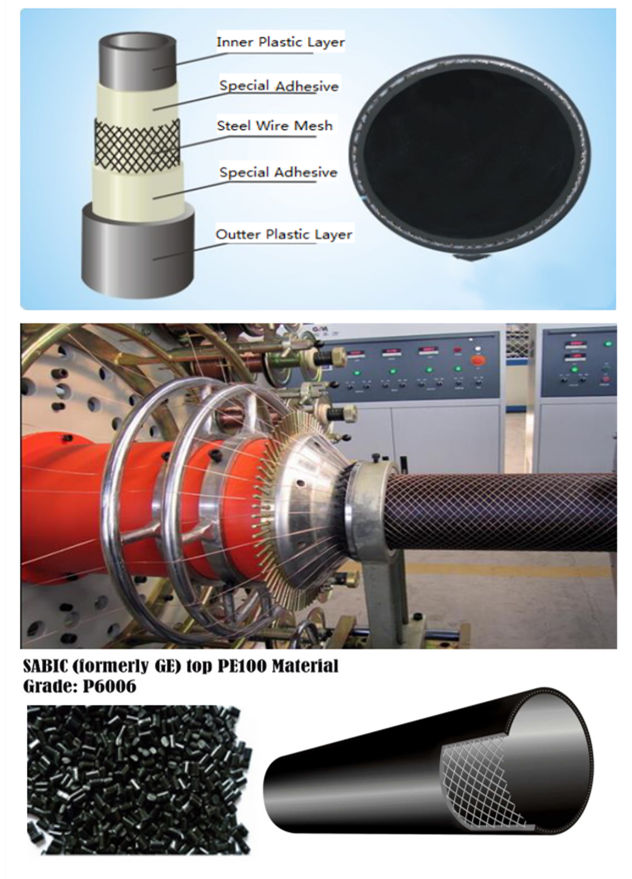 Steel mesh reinforced HDPE Composite pipe is a new type of pipeline with excellent performance, widely used in oil fields, power plants, chemical and petrochemical enterprises, water companies, municipal gas, seawater pipeline and other fields.Electro Fusion Joint
Steel mesh reinforced HDPE Composite pipe is a new type of pipeline with excellent performance, widely used in oil fields, power plants, chemical and petrochemical enterprises, water companies, municipal gas, seawater pipeline and other fields.Electro Fusion Joint This technique of heat fusion joining is somewhat different from the conventional fusion joining.The main difference between conventional heat fusion and electro fusion is the method by which the heat is applied. In conventional heat fusion joining, a heating tool is used to heat the pipe and fitting surfaces.The electro fusion joint is heated internally,either by a wire coil at the interface of the joint or, as in one design, by a conductive polymer.Heat is created as an electric current is applied to the conductive material in the fitting. General steps to be followed when performing electro fusion joining are:
1.Prepare the pipes
2.Clamp the fittings and pipe(s)
3.Apply the electric current
4.Cold and remove the clamps